SPARK ERODER mod. SEC-500 is an automatic spark eroder system designed with innovative concepts and solutions with decisive advantages when
used in DAC cells for a fast and easy drilling the gasket.
The equipment implements a manufacturing process whereby a desired shape (hole) is obtained using electrical discharges (sparks).
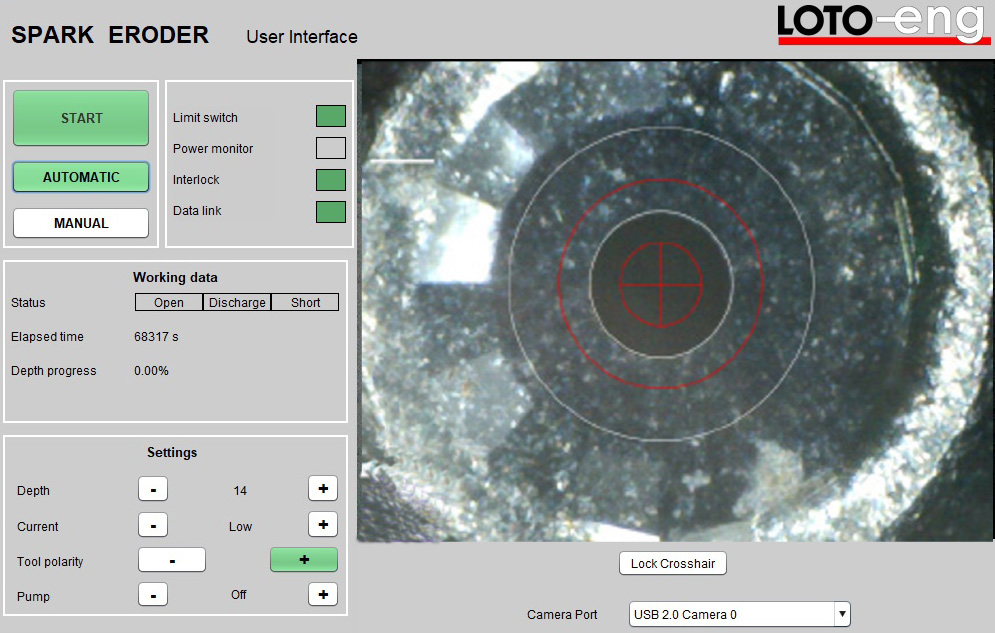
Easily the user can monitor the whole process thanks to a camera focused on working area that sends the images to the managing
software. The software allows to control the tip during the process.
The gasket can be made in different materials like Steel BeCu Tungsten etc. The gasket support can be customize to accept a large kind of diameters, from 3mm to 18mm.
SPARK Eroder, an Electro Discharge Machine EDM, realize a manufacturing process whereby a desired shape (hole) is obtained using electrical discharges (sparks).
Material is removed from the workpiece (gasket) by a series of rapidly recurring current discharges between two electrodes (tip and gasket) separated by a dielectric liquid and subject to an electric voltage.
Our EDM machine is an automatic spark eroder system designed with innovative concepts and solutions with decisive advantages to use
The duration and the efficiency of the ablation process depend on several factors which:
– power and voltage of the current emitted from the tip
– types of materials used for the tip and types of materials for the gasket
– type of used dielectric liquid.
Un interactive and owner software is used for managing the advance of the tip, controlling the level of discharge.
Thanks to the feedback circuit, the tip is kept upon the gasket, at the right distance, until the whole drilling process is complete.
The user can easily monitor the whole process thanks to a camera placed below the working area that sends the images to the managing software. The software permit to control the tip (tungsten wire from 50-to 500 microns) during the process. Moreover the software control the alignment step that is very important to have success during the gasket preparation.